

在石材加工领域,选择正确的切割工艺不仅关系到加工效率和成本控制,更直接影响最终产品质量和操作人员安全。据行业统计,约30%的石材加工质量问题源于切割工艺选择不当,而因切割方式错误导致的工具损耗更是增加了15-20%的生产成本。本文将深入对比湿切与干切两种主流工艺,助您做出科学决策。
湿切与干切最核心的区别在于是否使用冷却液。湿切通过持续喷射冷却液(通常是水)来降低切割区域温度,同时抑制粉尘;干切则依靠锯片本身的散热设计和空气冷却,配合专用吸尘设备控制粉尘。这一根本差异导致了两种工艺在多个关键指标上的显著区别。
| 对比指标 | 湿切工艺 | 干切工艺 |
|---|---|---|
| 冷却效率 | 高(90%以上热量被带走) | 中等(仅40-60%热量被散发) |
| 粉尘控制 | 优秀(粉尘抑制率>95%) | 良好(需配合高效吸尘设备,抑制率70-85%) |
| 刀具磨损速率 | 低(延长锯片寿命30-50%) | 高(锯片寿命缩短20-40%) |
| 工作环境要求 | 需排水系统,场地易潮湿 | 干燥环境,需良好通风 |
| 加工精度 | 高(减少热变形影响) | 中等(需严格控制切割速度) |
| 适用材料范围 | 广泛,尤其适合高硬度石材 | 较窄,适合中等硬度石材及局部加工 |

石材的物理属性是决定切割工艺的关键因素。不同石材的硬度、耐磨性和热敏感性差异显著,需要针对性选择切割方式。
花岗岩莫氏硬度高达6-7级,密度大且结构均匀,切割过程中会产生大量热量。采用干切工艺时,局部温度可升至300°C以上,不仅加速锯片磨损,还可能导致石材表面出现热裂纹。某石材加工厂案例显示,使用干切工艺切割30mm厚花岗岩,锯片寿命仅为湿切工艺的55%,且切割面出现肉眼可见的微小裂纹比例高达23%。
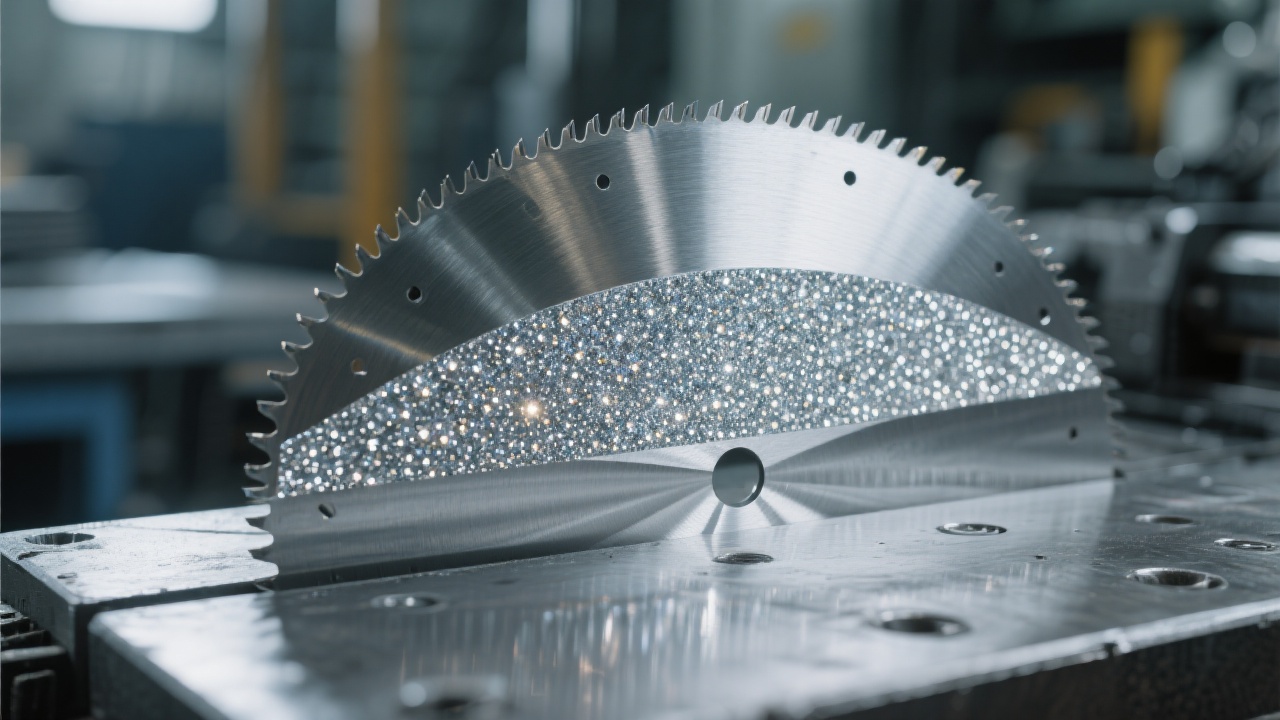
湿切工艺通过持续冷却,可将切割区温度控制在50°C以下,有效保护石材结构完整性。优德超硬400H钎焊金刚石锯片专为高硬度石材湿切设计,其独特的钎焊工艺使金刚石颗粒与基体结合更牢固,在花岗岩切割中表现出优异的耐磨性和切割效率,较普通锯片提升25%的工作效率。
大理石等碳酸盐类石材则呈现不同特性。这类石材硬度较低(莫氏硬度3-4级),但具有较高的热敏感性和脆性。湿切时需特别控制水流压力和切割速度,避免石材表面出现水痕或因过度冷却导致的结构损伤。
瓷砖切割则根据材质有所区别:通体砖和抛光砖适合湿切以获得光滑切面;而釉面砖在干切时需注意控制速度,避免釉面开裂。某瓷砖加工厂实践表明,使用干切工艺切割釉面砖时,切割速度控制在1.2-1.5m/min可显著降低破损率。

石材切割作业伴随多重风险,科学的防护措施可将事故率降低70%以上。湿切作业主要面临滑倒风险和电气安全隐患,操作人员必须穿戴防滑鞋和防水服,设备接地必须可靠。干切作业则需重点防范粉尘危害,根据OSHA标准,石材切割粉尘暴露限值为2.5mg/m³,超过此浓度将显著增加矽肺病风险。
选择高品质工具是安全高效作业的基础。优德超硬400H钎焊金刚石锯片采用8mm加厚基体设计,配合精密动平衡处理,在高速旋转时仍能保持稳定运行,显著降低振动和噪音,为操作人员提供更安全的工作环境。
某大型建筑装饰公司在加工印度红花岗岩时,初期采用干切工艺,遇到三大问题:锯片消耗快(平均每片仅能切割80㎡)、粉尘污染严重(车间粉尘浓度超标3倍)、加工面质量不稳定。通过工艺调整,改用湿切工艺配合优德超硬400H钎焊金刚石锯片后,实现了显著改善:
另一个案例来自一家瓷砖加工厂,他们在切割大规格通体砖时遇到边缘崩裂问题,合格率仅为78%。技术团队通过调整切割参数,采用优德超硬400H锯片配合优化的湿切工艺,将切割速度从1.8m/min降至1.5m/min,同时调整冷却液喷射角度,使合格率提升至96%,年节约材料成本超过12万元。
在石材加工行业,工艺选择直接决定竞争力。无论是湿切还是干切,核心在于根据具体材料特性和加工要求做出科学决策,并配合高品质工具实现最佳效果。随着技术的不断进步,像优德超硬400H这样的专业锯片正在帮助越来越多的加工企业提升效率、降低成本、改善作业环境,成为石材加工领域不可或缺的得力助手。
 硬材料切削问题
金刚石刀片磨损
切割过程中过热
湿式切割与干式切割优化
尤德400H刀片
金刚石锯片齿形设计
工业粉尘控制
灰铸铁切削加工
球墨铸铁加工
环保切割解决方案
手持式链锯刀片兼容性
固定式切割机刀片选择
金刚石锯片使用技巧
干式切割刀片与湿式切割刀片
优化叶片寿命
钎焊金刚石锯片
切削效率优化
金刚石颗粒键合技术
锯片维护指南
ISO质量标准
400mm钎焊金刚石锯片
钎焊锯片的维护
湿切和干切的区别
金刚石锯片性能
建筑石材切割工具
硬材料切削问题
金刚石刀片磨损
切割过程中过热
湿式切割与干式切割优化
尤德400H刀片
金刚石锯片齿形设计
工业粉尘控制
灰铸铁切削加工
球墨铸铁加工
环保切割解决方案
手持式链锯刀片兼容性
固定式切割机刀片选择
金刚石锯片使用技巧
干式切割刀片与湿式切割刀片
优化叶片寿命
钎焊金刚石锯片
切削效率优化
金刚石颗粒键合技术
锯片维护指南
ISO质量标准
400mm钎焊金刚石锯片
钎焊锯片的维护
湿切和干切的区别
金刚石锯片性能
建筑石材切割工具







.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)






